为什么PCB焊盘要比元件脚长?用“停车位”告诉你IPC 7351标准底层逻辑,一篇讲透焊盘设计的核心原理
用比喻讲透IPC 7351标准核心公式和概念,懂原理,才能做真正的可靠性设计!
一、一个工程师的日常困惑
你有没有这样的经历?
画0603电容的封装——按规范,焊盘长度比本体长0.4mm画SOIC-8芯片的封装——按规范,补偿0.5mm画QFN——打开datasheet,找到“Recommended Land Pattern”,照着描一遍
一直以来,我们都是这么做的。
但你有没有想过:
-
为什么焊盘要比元件脚长?
-
这些“补偿0.4mm”、“补偿0.5mm”到底是怎么算出来的?
平时不觉得有什么问题,直到某一天——
当我接到一块高密度产品:板子空间极度紧张,布局无法完成。我盯着屏幕上的封装,突然冒出一个念头:
“PCB封装能不能缩小一点?”
可是
-
缩小的极限在哪里?
-
缩了之后会不会虚焊?
-
如果虚焊了,是缩小的错,还是别的什么原因?
这个困惑的解答,今天我尝试用一个停车位的比喻,结合IPC-7351标准,彻底讲清楚。
二、核心比喻:焊盘是停车位,元件是车
想象你要设计一个停车位:
你的车(元件)
-
厂家说车长5.8米(标称尺寸)
-
实际生产出来的车可能在5.8米到6.2米之间波动(公差)
你要画的停车位(焊盘)
-
画小了,6.2米的车进不来
-
画大了,浪费空间,少停很多车
停车的人(贴片机)
-
可能停得偏左一点点,也可能偏右一点点(贴装公差)
画车位的人(PCB厂)
-
画的是6.4米,实际划出来的线可能偏了0.05米,车位只有6.35米(制造公差)
车停进去后(焊接)
-
你还要能开门下车——焊锡需要空间爬到元件脚的前端和拐弯处(焊料填充)
所以,停车位该画多大?
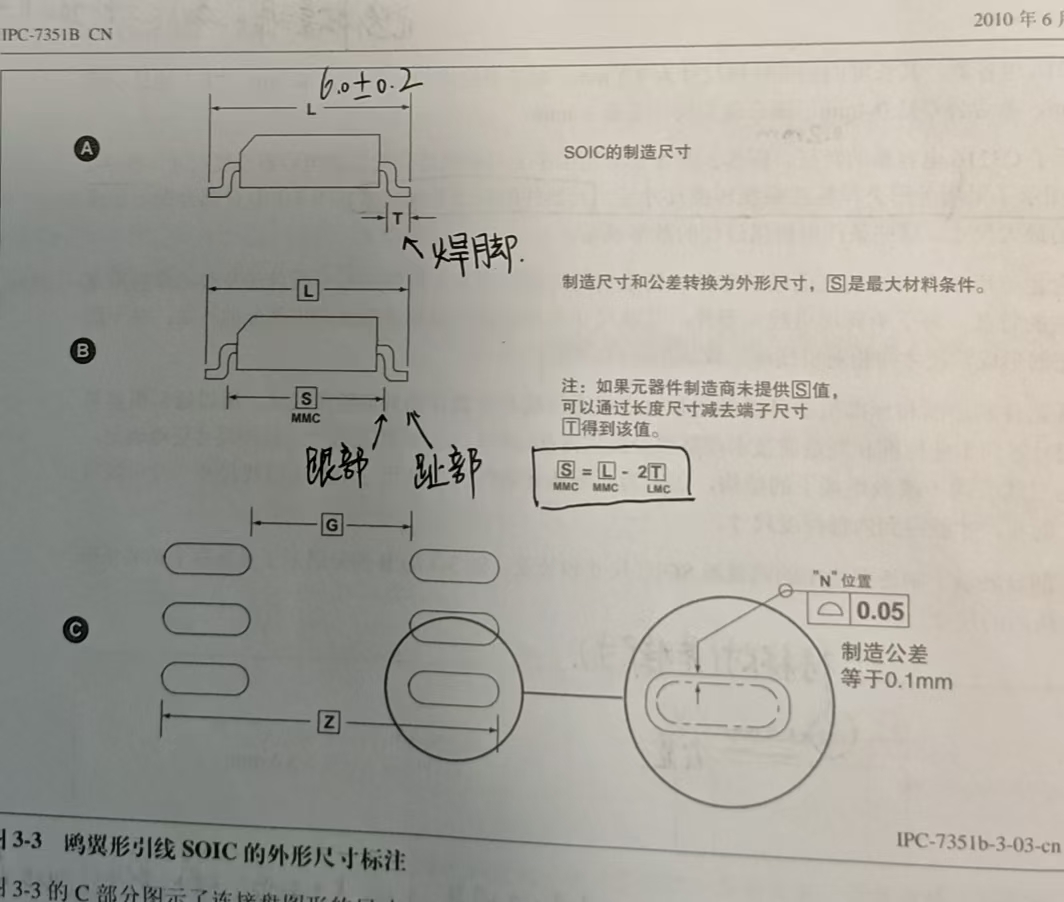
三、IPC的四个核心概念
IPC-7351标准正是用这个逻辑,定义了四个关键参数:
1️⃣ 元件公差 C(车本身的波动)
元件制造商给的标称尺寸只是一个“平均值”,实际买到的元件会在一个范围内波动。
比如一个SOIC-16芯片:
最小总长: Lmin=5.8MM
最大总长: Lmax=6.2MM
那么它的长度公差就是:C=Lmax-Lmin=0.4MM
2️⃣ 制造公差 F(画车位的人会画偏)
你把PCB文件发给板厂,焊盘画的是7.0mm。但蚀刻工艺有误差:
-
普通工艺:±0.1mm
-
精密工艺:±0.05mm
这意味着实际做出来的焊盘可能是6.9mm或7.1mm。
这个 F 就是焊盘必须为制造误差预留的“建造偏差空间”。
3️⃣ 贴装公差 P(司机会停偏)
贴片机再精密,也有精度极限。IPC用“真实位置直径(DTP)”来描述:
-
普通贴片机:±0.2mm
-
精密贴片机:±0.1mm
-
超精密:±0.05mm
这个P就是焊盘必须为贴装偏差预留的“停车技术空间”。
4️⃣ 焊料填充 J(开门下车的空间)
元件焊上去后,焊锡需要爬到三个地方才能形成可靠焊点:
趾部填充 J_t:元件脚的最前端
跟部填充 J_h:元件脚拐弯的地方(最关键!)
侧面填充 J_s :脚的两侧
IPC根据产品密度等级,直接给出推荐值:
|
密度等级 |
趾部 |
跟部 |
侧面 |
|
A级(最大伸出) |
0.55mm |
0.45mm |
0.05mm |
|
B级(适中) |
0.35mm |
0.35mm |
0.03mm |
|
C级(最小伸出) |
0.15mm |
0.25mm |
0.01mm |
这些 J 值就是设计者主动加的“开门空间”,是焊点质量的保证。
四、为什么不能三种公差简单相加?
如果按最坏情况考虑:
预留空间=C+F+P
代入上面的例子:
0.4+0.1+0.2=0.7mm
但IPC的公式里,公差采用均方根(RSS)统计方法:
![]()
根号部分只有约0.46mm。为什么少了0.24mm?
因为:元件最大、焊盘最小、贴装最偏——这三件事同时发生的概率极低!
这就是IPC的高明之处:用统计代替堆叠,既保证可靠性,又不浪费空间。
五、核心公式:焊盘总长怎么算?
终于,我们迎来了IPC-7351最核心的公式:

公式参数说明:
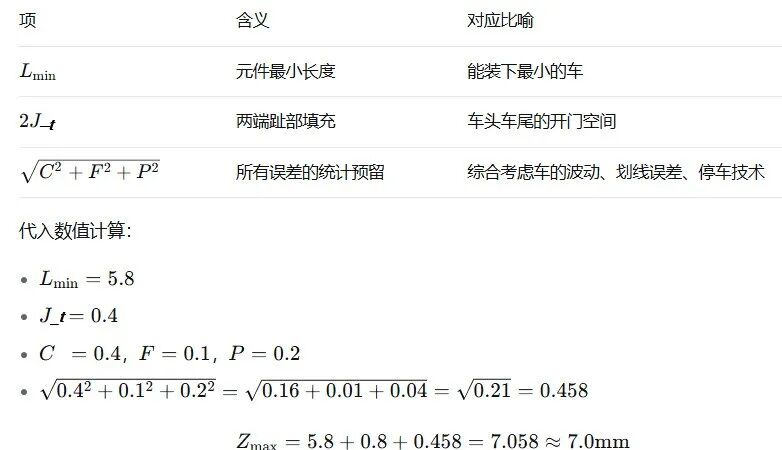
这就是为什么你的焊盘要画成7.0mm,而不是直接用元件长度。
六、一个问题:为什么公式用 Lmin而不是Lmax?
既然要防最坏情况,为什么不直接用 LmaxLmax?
答案是:跟部填充比趾部填充更重要!
这里需要引入另一个关键变量——端子内侧距离 S。
S 是两个引脚跟部之间的距离,它直接决定了跟部填充的位置。
焊盘内间距 G 的公式:

算的——这意味着焊盘的内端位置,是按“元件最大、引脚最短”这个最坏情况来设计的,目的是保证跟部始终有支撑。
现在,我们对比两种设计方法:
方法A(IPC标准):Z=Lmin+2J_t+根号部分
方法B(假设以 Lmax为基准):Z=Lmax+2J_t+根号部分
|
元件状态 |
方法 |
趾部填充 |
跟部填充 |
|---|---|---|---|
|
L=Lmax |
A(标准) |
0.43mm |
1.15mm |
|
L=Lmax |
B(假设) |
0.63mm |
1.15mm |
|
L=Lmin |
A(标准) |
0.63mm |
0.08mm |
|
L=Lmin |
B(假设) |
0.83mm |
0.08mm |
关键发现:
-
跟部填充只由 G 决定,两种方法完全一样
-
方法B只是让趾部填充更大,但没有改善跟部
-
当元件最小时,两种方法的跟部填充都很小(因为 S 变小了),但方法B的焊盘更长,占用更多空间
结论:
以 Lmin为基准,既能保证跟部始终有支撑,又能最小化焊盘尺寸。
以 Lmax为基准只会浪费空间,没有可靠性收益。
七、实际应用:怎么用这个公式?
看到这里你可能想问:难道我每画一个封装都要算一遍这个公式?
当然不是。在实际工作中,我们有更高效的做法:
1️⃣ 调用公司已有的封装库
大多数公司经过多年积累,已经有了一套经过验证的封装库。这些封装经历过量产测试,焊点可靠性得到了实际检验。
2️⃣ 遵循公司验证过的设计规范
对于常规产品(比如B级密度),公司通常有一套“祖传规范”:
是公司长期经验的总结,经过大量产品验证,用着放心。
3️⃣ 用EDA软件的封装向导
Altium、Cadence、PADS都有“IPC Compliant Footprint Wizard”。你只需要:
-
选择器件类型
-
输入datasheet里的关键尺寸
-
选择密度等级(通常选B级)
-
软件自动生成焊盘
又快又准,适合绝大多数常规产品。
⚠️ 但有一种情况,你必须懂原理
当遇到特殊产品时,常规做法就不够用了。
比如:
-
高密度手机板——空间极度紧张,想用C级密度,但不敢确定工艺能力够不够
-
军工/航天产品——可靠性要求极高,想用A级密度,但担心焊盘太大影响布线
-
板子回来出现焊接问题——虚焊、短路、立碑,需要分析原因
这时候,如果你不懂原理,就只能:
-
凭感觉调大调小——风险极高
-
问供应商——他们往往给不出确切答案
-
试错——成本高、周期长
但如果你懂IPC的逻辑,你就可以:
✅ 自己判断极限——知道C级密度需要什么样的工艺能力,如果板厂和贴片厂能达到,就敢用✅ 优化焊盘尺寸——在可靠性和空间之间找到最佳平衡点✅ 定位焊接问题——分析是元件公差问题、制造问题还是贴装问题,精准改进
也就是常说的一句话:
常规产品,靠规范;特殊产品,靠原理。
八、总结:焊盘设计的本质
用一句话概括:
焊盘设计的本质,是用最小的空间,应对最大的不确定性。
-
最小空间 → 来自 L_min 锚定
-
最大不确定性 → 来自 C、F、P 的统计叠加
-
可靠性保证 → 来自J_t、J_h、 J_s 的主动预留
IPC-7351标准的智慧在于:
✅ 用统计方法代替简单堆叠,避免过度设计
✅ 锚定 Lmin和 Smax,确保跟部始终有支撑
✅ 提供A/B/C三级密度选择,适应不同需求
下次画封装,别再只盯着datasheet的“本体长度”——你看到的每个推荐尺寸背后,都是一套严谨的数学逻辑。
九、互动环节
你在画封装时遇到过什么问题?
-
有没有因为焊盘太小导致虚焊?
-
有没有因为焊盘太大导致板子放不下?
-
供应商给的推荐尺寸,你怀疑过不合理吗?
欢迎在评论区留言交流!
本文参考资料:
-
IPC-7351B《表面贴装设计及连接盘图形标准通用要求》
-
IPC-J-STD-001《焊接的电气和电子组件要求》
关注我,每周一篇硬件设计深度解析👇
【作者简介】
前PCB工程师(8年)| IPD项目主管(5年)
用项目管理的思维,陪你系统地学好PCB
公众号/小红书/CSDN同名:PCB工程师jing

智能硬件社区聚焦AI智能硬件技术生态,汇聚嵌入式AI、物联网硬件开发者,打造交流分享平台,同步全国赛事资讯、开展 OPC 核心人才招募,助力技术落地与开发者成长。
更多推荐



 3
3 0
0- 0



 已为社区贡献4条内容
已为社区贡献4条内容

所有评论(0)